You name the tank that needs to be pumped out and we have heard of at least a few customer applications that correspond with that tank. Underground septic tanks, lagoon transfer, transport truck tankers, locomotive tankers, waste pits and waste vegetable oil drums are among the most popular. What you have to keep in mind is that in most of these applications, you will need a pump that can easily maneuver in areas to access the discharge valve or at least some place where you can place the suction hose.
Pumping Out Tanks With Diaphragm Pumps

Diaphragm Pump for Sewage Pumping

A WWTP just expanded and upgraded their pump facilities. The facility chose double diaphragm pumps to transfer sewage from digesters for secondary treatment. Project participants included Mud Sucker Diaphragm Pumps and pump manufacturer Wastecorp Pumps.
Pumps: How to Maintain a Continuous Flow and Minimize Pulsation
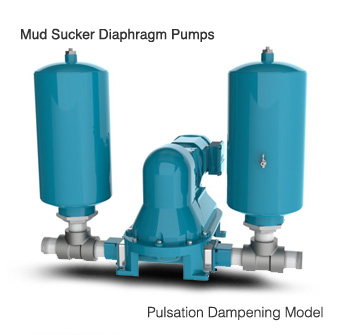
With pumping applications, one of the challenges you face especially when pumping thinner liquids, is to maintain continuous flow without “jerking the hose” or disruptions in pump productivity. One of the consulting engineering firms we have worked with in California illustrates this point well:
Diaphragm Pump Technology Advances
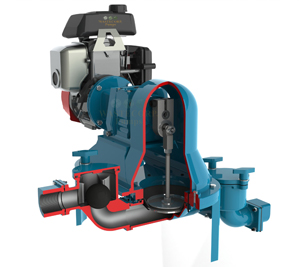
Diaphragm pump technology for wastewater pumping, waste oil, septic and food processing applications has advanced. Wastecorp, a designer and manufacturer of diaphragm pumps, has invested in R&D to build better diaphragm pumps.
Industrial Water and Waste Oil Pumping for Railroads

Electric Diaphragm Pump for Railways. Mud Sucker 2B Series, Manufactured by Wastecorp
One of the questions we get most often from railroads is how to cost effectively
Commercial Waste Trap Grease Pumps – What to know

Waste trap grease pumps for commercial applications can be used for a wide variety of applications involving pumping grease from the source to a suitable treatment area. One such pump for pumping waste trap grease is the Mud Sucker Diaphragm pump which is used in shopping centers, hospitals, school cafeterias, restaurants, prisons and other government institutions where pumping grease for treatment is required.
Diaphragm Pump Design and Engineering

Wastecorp didn’t invent the diaphragm pump but when we introduced the Mud Sucker diaphragm pump product line almost 17 years ago we set out to innovate and radically transform how customers transfer fluids.