
Mobile Fire Suppression: The Secret to Protecting Remote Assets
In high-risk environments like forestry operations, remote work sites, and expansive industrial facilities, the danger of fire is a constant concern.

Vacuum Drum Interceptor for Hazardous Waste Recovery
Handling hazardous waste requires more than just powerful vacuum equipment—it requires protection, separation, and compliance.
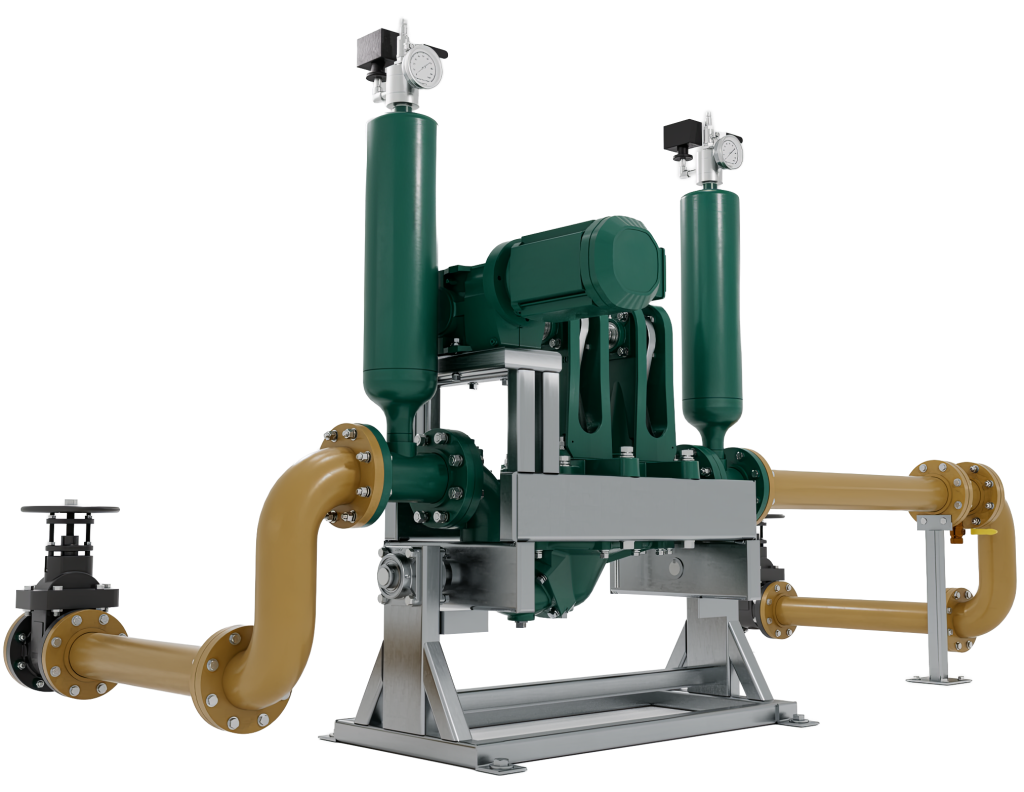
Wastecorp’s Next-Generation Double Disc Pump MK Series
Wastecorp Sludge Pro® Double Disc Pumps offer next-generation features that tackle tough sewage, sludge, and slurry applications across various industries.

Pump Systems For Airports and Airlines
New Mud Sucker Stormwater Management Pump shown at Mid West USA airport upgrade and expansion. Many airports in the United States and Canada are undergoing upgrades to infrastructure due to surging demand

Government Specification Honey Wagon Pump Systems
Pump out system for government specifications
Wastecorp has worked with many government agencies including the Department of Defense, Department of Homeland

Pumps For Vertical Farming Operations – What You Should Know
Growing vegetables and leafy greens vertically indoors is one of the hottest trends in agriculture right now. Having freshly grown greens in urban areas, close
What is a Low Shear Pump?
Low shear pump for municipal and industrial pumping.
One of the topics that we often review at Wastecorp is customers requesting low shear pumps that don’t completely

Pump Out Systems to use in Underground Parking Garages
Super Duty Vacuum Pumps For Underground Parking Garages
Pump out service companies working in parking garages face unique challenges in getting a professional

WWTP Expands in New York Led by Arcadis Engineers, Kiewit Contractors, Siewert Equipment, Jett Industries and Wastecorp Pumps
New Wastewater Treatment Upgrades
An upgraded Wastewater Treatment Plant in New York State is well on its way to becoming an advanced wastewater pumping and treatment center for a rapidly developing area. [...]

Upstate New York Municipal WWTP Upgrades Sewage Pump
Winter in northern climates brings a host of challenges for municipal sewage pumping. With heavy rain and snowfall, America sewage treatment plants must pump through a cycle [...]